







球墨铸铁管件消失模铸造浇注位置的选择非常重要。依据合金的凝固理论和实际生产经验,在选择浇注位置时应注意以下几点。
把加工面尤其是重要的加工面朝下或垂直放置。这一点和砂型铸造是相同的,因为在金属静压力的作用下,尽量把消失模上的开口部分(如窗口、凹槽及孔穴等)朝上安放,便于填砂造型,保证紧实。为了保证铸件轮廓、棱角清晰,设计的直浇道要有必要的充型压力头,高于铸件上水平面160~210mm,有足够上升速度,可避免铸件产生皱皮、冷隔和夹渣疤等缺陷。铸件下部凝固时容易得到补缩,使其组织致密。对消失模铸造更是如此,因为消失模在遇到高温金属液生成的熔渣,易浮到铸件的上表面,加工面就能得到保证。当然,理想的是熔渣上浮到设置的冒口里。
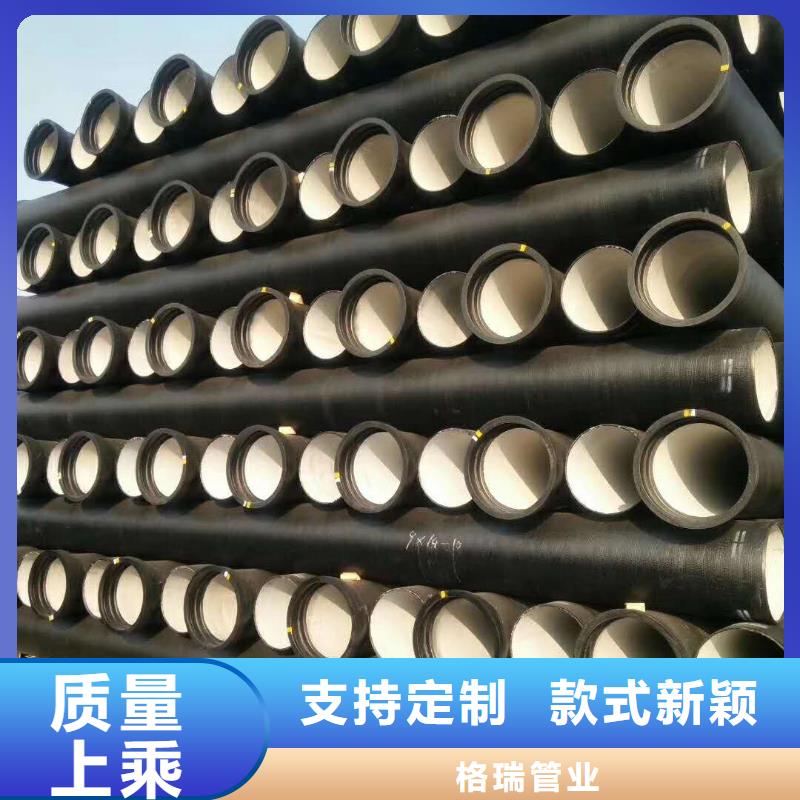
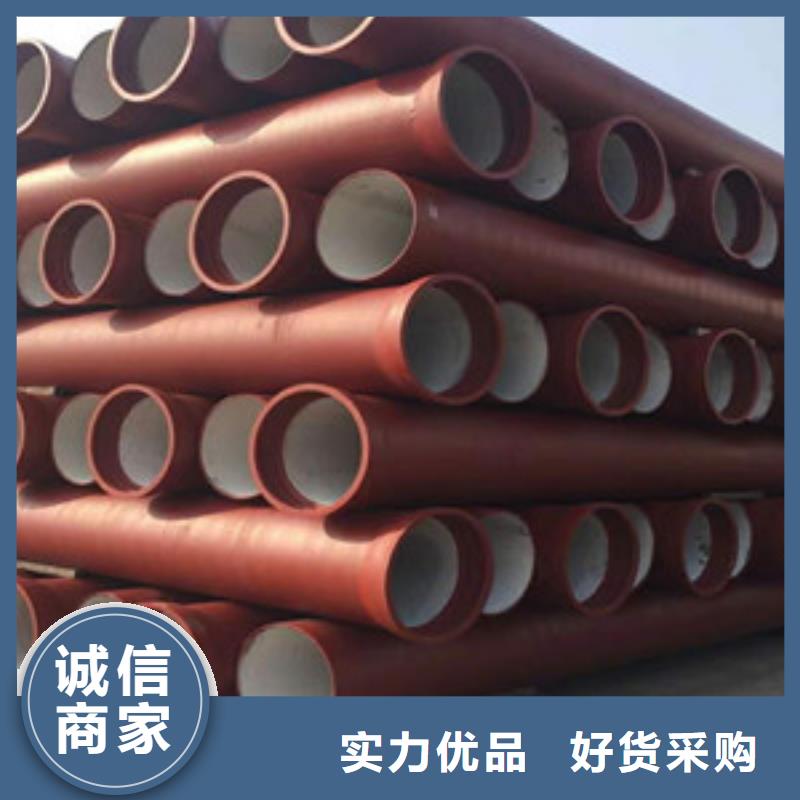
球墨铸铁管比PE管装置更简略方便,且装置后内外承压力更好;从密闭性和防腐性上来看,球墨管装置后的密闭性更好,也可以通过多种防腐手段提高防腐蚀功能;从综合装置保护造价来看,球墨管有着更加优越的性价比。球墨铸铁管主要称之为离心球墨铸铁管,它具有铁的本质、钢的功能,防腐功能优异、延展功能好,密封作用好,装置简易、主要用于市政、工矿企业给水、输气,输油等。是供水管材的 ,具有很高的性价比削减铁液在高温的停留时间,加强孕育特别是随流孕育作用。随流孕育剂加入量操控为铁液量的0.1-0.25%;确保管模粉散布均匀,操控管模内外表用量为20-30g/m2。操控好水冷金属型离心机冶炼工艺参数。

除接头处,应即时回填;回填时进行分层夯实,填土要填到半管以上,防止槽外积水回灌沟槽,造成管道漂浮,回填土用软质土。随着水资源的短缺,许多城市在饮用水方面面临着严峻的形势,一些中心城市现在已经开始采用中水,中水是介于自来水(上水)与排入管道内污水(下水)之间的水,可以用来洗车、浇草坪、道路保洁、城市喷泉、做热电厂里的冷却水等等。球墨铸铁管在设计上拥有三倍的安全系数,不仅保证了整个消防系统,包括阀门和消防栓是完全和一致的球墨铸铁产品,而且充分满足消防管道系统的工况要求。管道插入后用标尺插入承口至橡胶圈边,四周一圈检测插入是否均匀,管道安装时要注意承插口的保护。施工间断时用保护膜封住管口,不让泥、水入注管中。管道安装与铺设完毕。
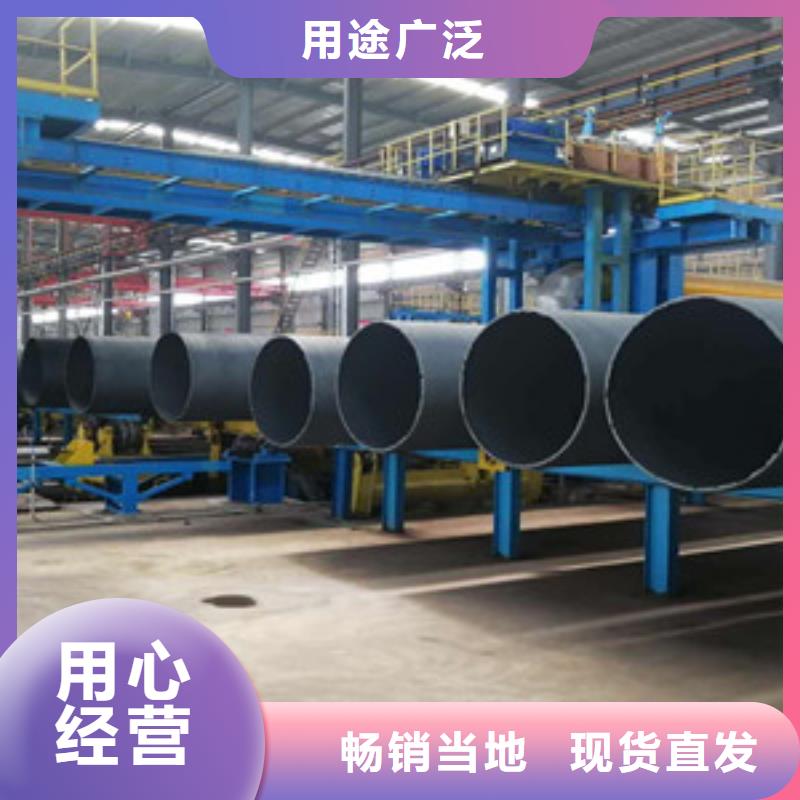
大口径球墨铸铁管件的泡沫模样一般由四个部位组成(承口部位、插口部位、管体部位、法兰部位),用冷胶粘结成形。球墨铸铁管就是按传统的拉管工艺制作的管(也就是说的连续球墨铸铁管),质量不是很能保证。离心球墨铸铁管是按离心浇铸的工艺制作的管,这种管的质量能保证。主要用于输水、输油、输气的管道。 水冷金属型球墨铸铁管单支长度为6米,目前市场主流球墨管均为水冷金属型球墨铸铁管。热膜铸造工艺的球墨管一般为单支长度8米,采用此种工艺生产的球墨铸铁管一般为大口径管道。比如DN1000以上。考虑到球墨铸铁管件尺寸较大,在上涂料和造型时模样将会承受到较大的作用力,泡沫模样密度取0.022g/cm3 至0.024g/cm3。浇注系统选用0.020g/cm3泡沫塑料(EPS)板材制作。
